
冀夏 保定出入境检验检疫局
摘要:haccp体系着眼于预防而不是依靠终产品的检验来保证食品的质量安全。对生产过程中的每个环节可能存在的潜在危害进行生物的、化学的、物理的危害分析,将生产过程中的危害因素降低到最低程度,从而最大限度的保证产品质量和提高了产品的安全性。非传统食品质量安全事件的曝光,通过法律法规,以持续改进的态度科学保障食品质量安全。
关键词:食品 危害分析 关键控制点 非传统食品质量安全事件 haccp
haccp体系用于食品原料、食品生产加工、销售以及食用等一系列过程中潜在的危害进行分析,在此基础上确定有效地预防、减轻或消除危害的“关键控制点”,进而在这些关键控制点对食品污染的发生和发展进行控制。haccp体系基于gmp基础上建立起来的。下面就某罐头生产企业糖水白桃罐头生产中haccp体系应用为例引发的两个思考:
1、haccp计划体系是否具备适宜性:
haccp计划是否适宜,通过回答危害分析是否充分,关键控制点是否合理,关键限值和操作限值是否科学,监控程序设置是否合理和支持性文件是否科学有效等5个问题,如果答案为是,可得出haccp计划体系是适宜的。
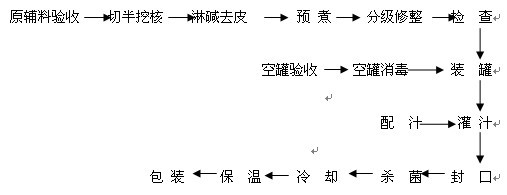
1.1、以糖水白桃罐头生产为例,其工艺流程如下图:
1.2、 糖水白桃罐头危害分析。按照糖水白桃罐头的生产工艺,从原辅材料验收起到成品包装,从潜在的物理的,化学的,生物的三个方面进行分析,详见表一。
表一:
|
工序
|
确定潜在危害
|
危害是否显著
|
上一步骤的判断依据
|
对显著危害的预防措施
|
|
|
|
原
辅
材料验收
|
原料
|
物理的:无
|
|
|
|
|
|
化学的:农药残留
|
否
|
原料生长期农药使用的合理控制,无禁用农药。
|
|
|||
|
生物的:微生物
|
否
|
后序杀菌
|
|
|||
|
辅料
|
物理的:无
|
|
|
|
||
|
化学的:无
|
|
|
|
|||
|
生物的:无
|
|
|
|
|||
|
空罐及罐盖
|
物理的:无
|
|
|
|
||
|
化学的:无
|
|
|
|
|||
|
生物的:微生物
|
是
|
缺陷的罐和盖造成密封不良,微生物生长
|
严格进厂检测,剔除缺陷罐,卷边三率达到要求
|
|||
|
水质
|
物理的:无
|
|
|
|
|
|
|
化学的:化合物
|
否
|
ssop控制
|
|
|||
|
生物的:微生物
|
否
|
ssop控制
|
|
|||
|
切 半
挖 核
|
物理的:无
|
|
|
|
||
|
化学的:无
|
|
|
|
|||
|
生物的:微生物
|
否
|
ssop控制
|
|
|||
|
淋 碱
去 皮
|
物理的:无
|
|
|
|
||
|
化学的:碱液残留
|
否
|
工艺控制
|
|
|||
|
生物的:无
|
否
|
|
|
|||
|
预 煮
|
物理的:无
|
|
|
|
||
|
化学的:无
|
|
|
|
|||
|
生物的:微生物
|
否
|
ssop控制
|
|
|||
|
分 级
修 整
|
物理的:无
|
|
|
|
||
|
化学的:消毒液残留
|
否
|
ssop控制
|
|
|||
|
生物的:微生物
|
否
|
ssop控制
|
|
|||
|
检 查
|
物理的:无
|
|
|
|
||
|
化学的:无
|
|
|
|
|||
|
生物的:微生物
|
否
|
ssop控制
|
|
|||
|
空 罐
消 毒
|
物理的:无
|
|
|
|
||
|
化学的:无
|
|
|
|
|||
|
生物的:微生物
|
否
|
ssop控制
|
|
|||
|
装罐
|
物理的:无
|
|
|
|
||
|
化学的:消毒液残留
|
否
|
ssop控制
|
|
|||
|
生物的:微生物
|
否
|
ssop控制
|
|
|||
|
灌 汁
|
物理的:无
|
|
|
|
||
|
化学的:无
|
|
|
|
|||
|
生物的:微生物
|
否
|
ssop控制
|
|
|||
|
封 口
|
物理的:无
|
|
|
|
||
|
化学的:无
|
|
|
|
|||
|
生物的:微生物
|
是
|
密封不良,导致二次污染
|
严格控制封口检测
|
|||
|
杀 菌
|
物理的:无
|
|
|
|
||
|
化学的:无
|
|
|
|
|||
|
生物的:微生物
|
是
|
杀菌操作出现偏差,杀菌不彻底
|
严格控制杀菌温度和链条速度
|
|||
|
冷 却
|
物理的:无
|
|
|
|
||
|
化学的:无
|
|
|
|
|||
|
生物的:无
|
|
|
|
|||
|
保 温
|
物理的:无
|
|
|
|
||
|
化学的:无
|
|
|
|
|||
|
生物的:无
|
|
|
|
|||
|
包 装
|
物理的:无
|
|
|
|
||
|
化学的:无
|
|
|
|
|||
|
生物的:无
|
|
|
|
|||
1.3、确立糖水白桃罐头生产的关键控制点。详见表二
表二:
|
关键控制点(ccp)
|
显 著
危 害
|
关键限值
|
监 控
|
纠 偏
措 施
|
记录
|
验证
|
|||
|
监控对象
|
监控
方法
|
监控
频率
|
人员
|
||||||
|
ccp1
空罐验收
|
缺陷罐、盖密封不良导致二次污染
|
卷边三率≥50%
|
空罐
|
平板
卡尺
目测
天平
|
每批
|
质检员
|
拒收
|
空罐验收检测记录
|
审查记录
|
|
ccp2
封口
|
密封不良,导致二次污染。
|
封口二重卷边三率≥50%
|
卷边三率
|
目测
卡尺
真空表
|
随时目测检查,解剖测量每两小时一次,并记录。
|
操作者
|
立即停止操作,进行调整,隔离有嫌疑的产品。
|
封口检测记录
|
审查记录,随机抽查。
|
|
ccp3
杀菌
|
杀菌不彻底,有害微生物滋生
|
白桃杀菌温度不低于x℃,链条转速不高于x转/分
|
杀菌温度和链条转速
|
自动温度记录
水银温度计测量
|
随时观察设备运转情况。
|
操作者
|
立即调整时间和温度,
隔离该时间段的产品。
|
杀菌记录
|
审查记录,每日对杀菌水温抽查
|
1.4、 监控程序设置通过仪器设备是否具备合格鉴定证书,是否有校准记录等来验证。
1.5、。操作限值是由操作者使用的比关键限值更严格的,用以减少偏离的风险的标准。
如果监控出现关键控制点失控趋势,操作人员应采取措施在关键限值发生偏离前使关键控制点得到控制,操作人员采取这样一种措施统称为操作限值。操作限值应当确立在关键限值被违反以前所达到的水平。
2、食品生产企业实施haccp体系保障食品质量安全存在的问题:
国际食品与法典委员会(简称cac)在《haccp体系及其应用准则》明确规定“haccp体系以科学性和系统性为基础,识别特定危害,制定控制措施,确保食品的安全性,haccp应独立地应用于各个特定食品的生产中”。建立haccp体系的食品生产企业按照haccp体系运用到实际,有效防护传统食品质量安全,但是非传统食品质量安全事件屡有发生,新闻媒体屡有曝光,比如添加剂超限量超范围使用,需要通过一系列的法律法规出台,通过引导企业建立企业诚信体系, 以《食品安全法》出台为契机,以持续改进的态度科学保障食品质量安全。
参考文献
参考文献
[1]中国国家认证认可监督管理委员会,出口果蔬汁haccp体系的建立与实施 ,知识产权出版社,2002年
[2] 陈瑞玲; haccp——确保食品安全的监控体系 [a];proceedings of shanghai international syposium on the safety of cereal, oil & food (isscof) 2004 [c]; 2004年